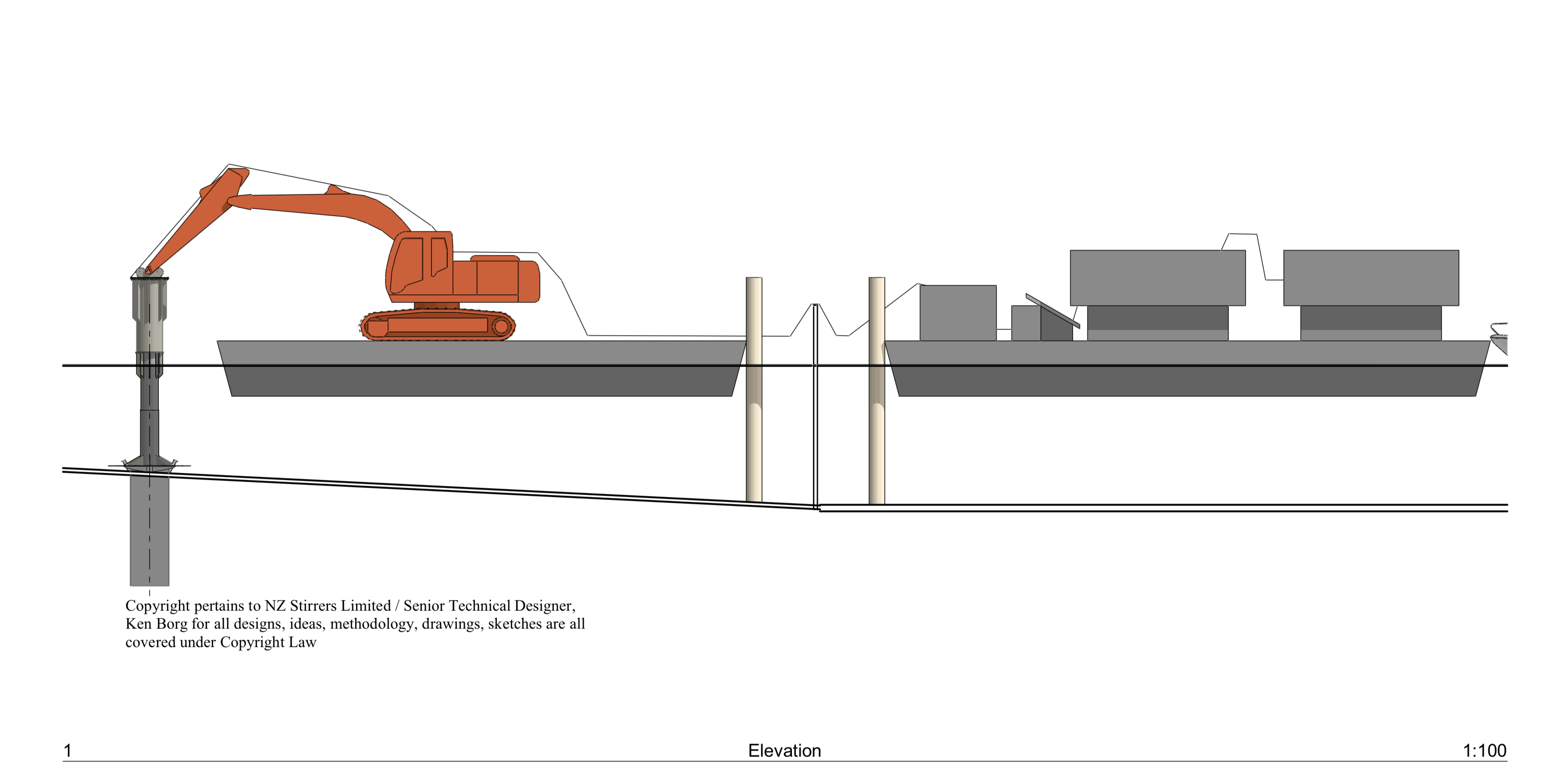
CONTAMINATED SEABED SEDIMENT STABILISATION ENCAPSULATION MIXER
- Custom-built
- Fully Submersible
- Underwater Mass Stabilisation
- Encapsulation Mixer
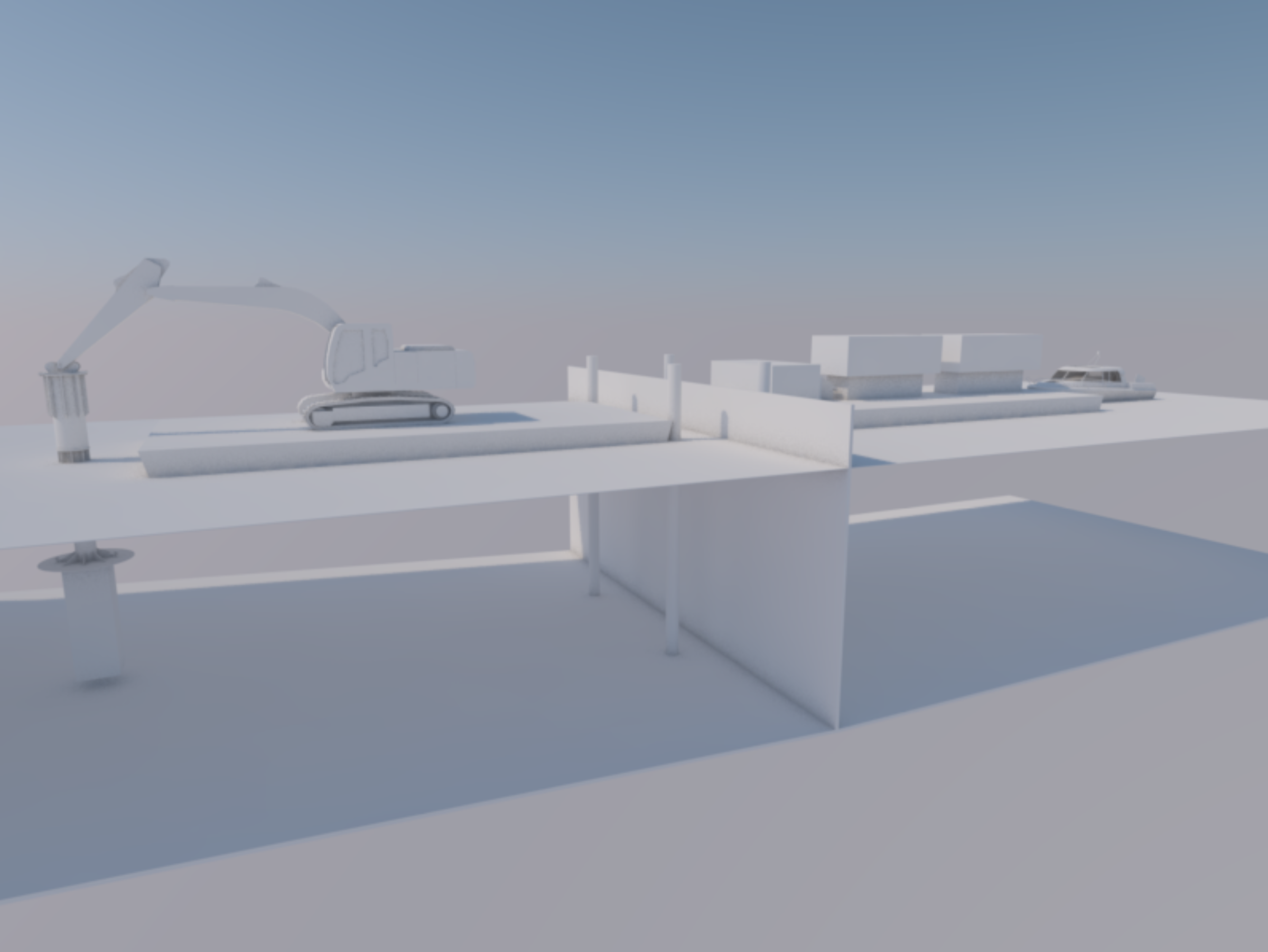
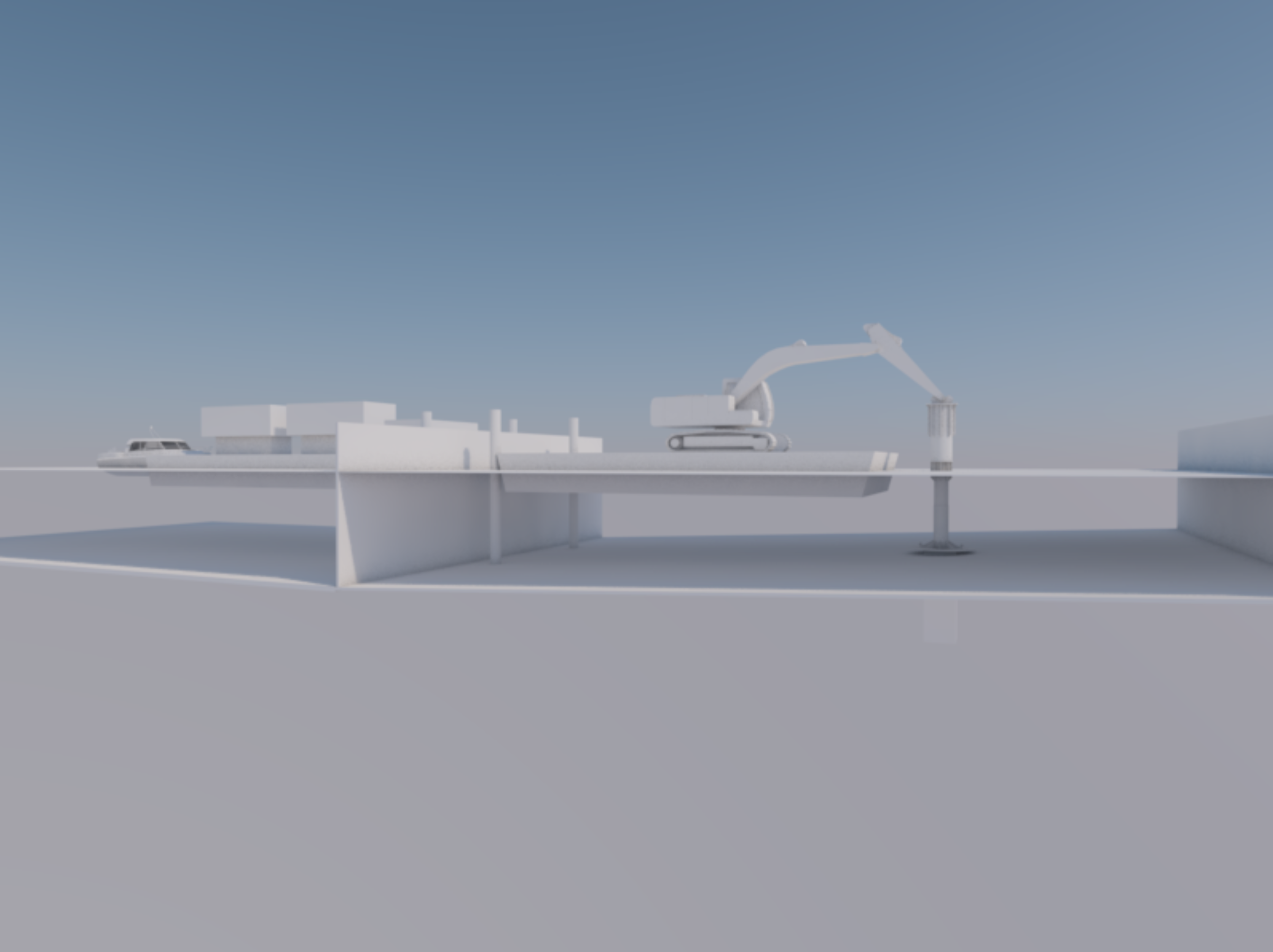
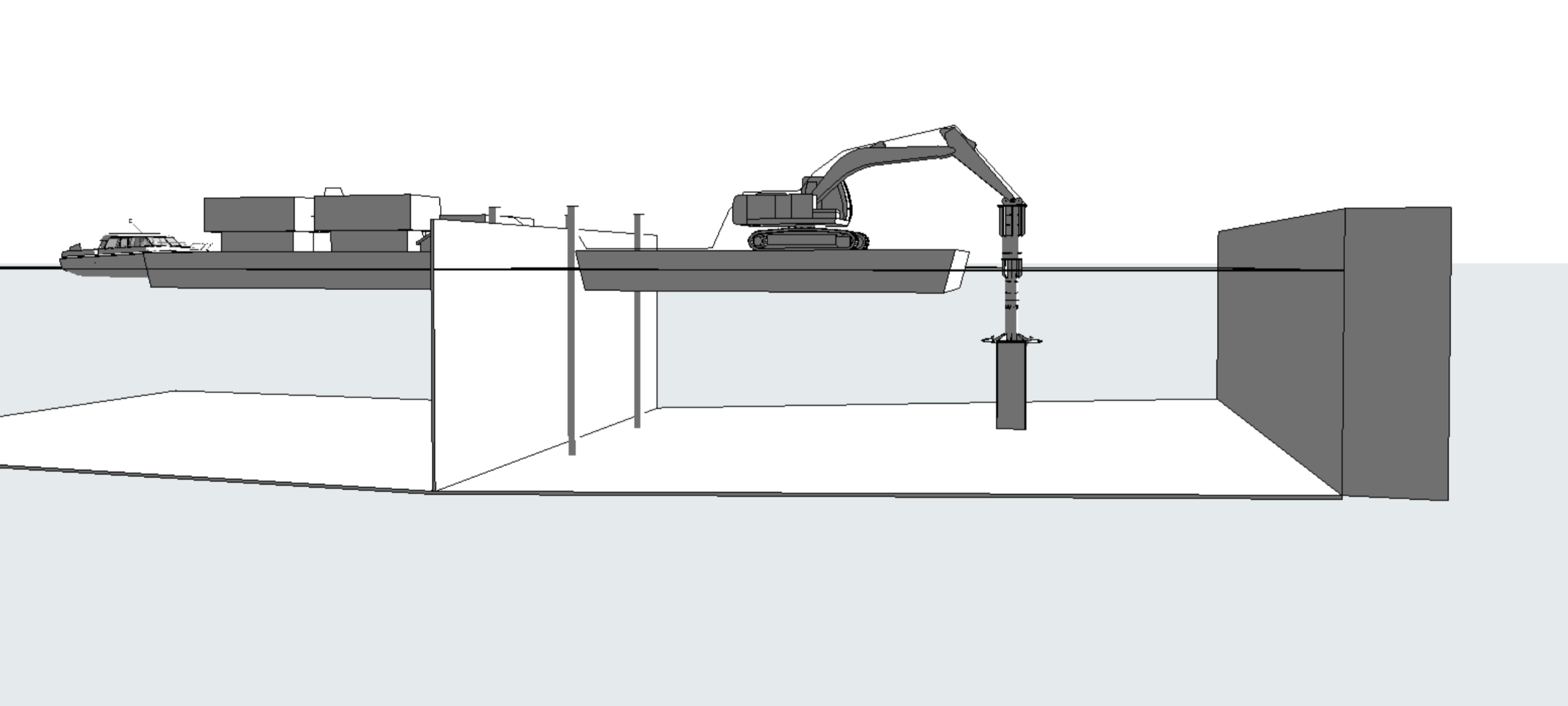
NZ Stirrers methodology behind our unique design is to encapsulate contaminated seabed sediment In-situ, by simply removing 99% of the seawater via hydraulicing. This water within the mixing tube hydraulics back to the surface mounted sediment/toxic fume Filter Unit.
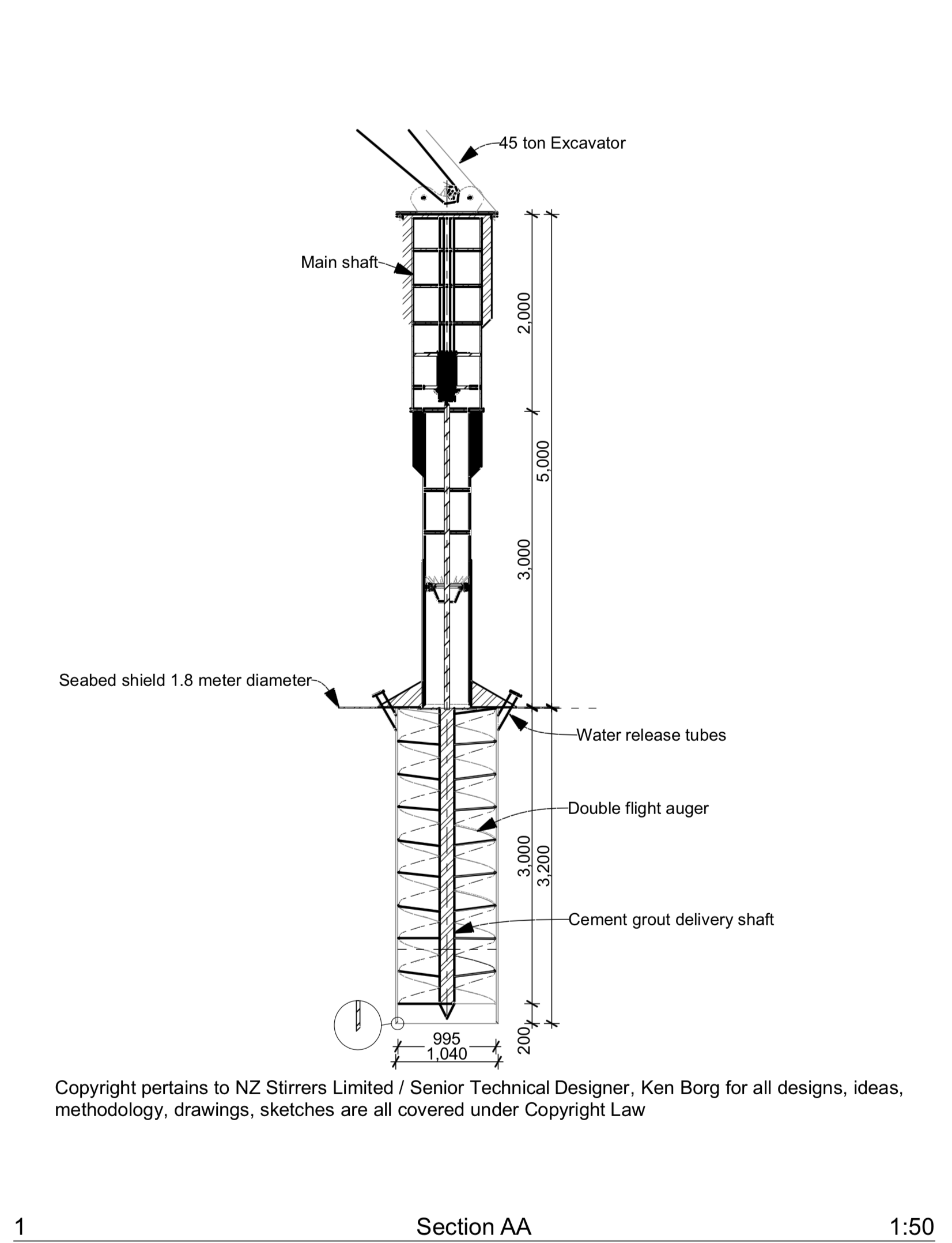
Prior to adding the Liquid Cement Grout (under pressure) down through the centre drive shaft while mixing takes place within the 1.0m x 1.0m steel encapsulation/mixing tube (Length of mixing tube is dependent on project specifications).
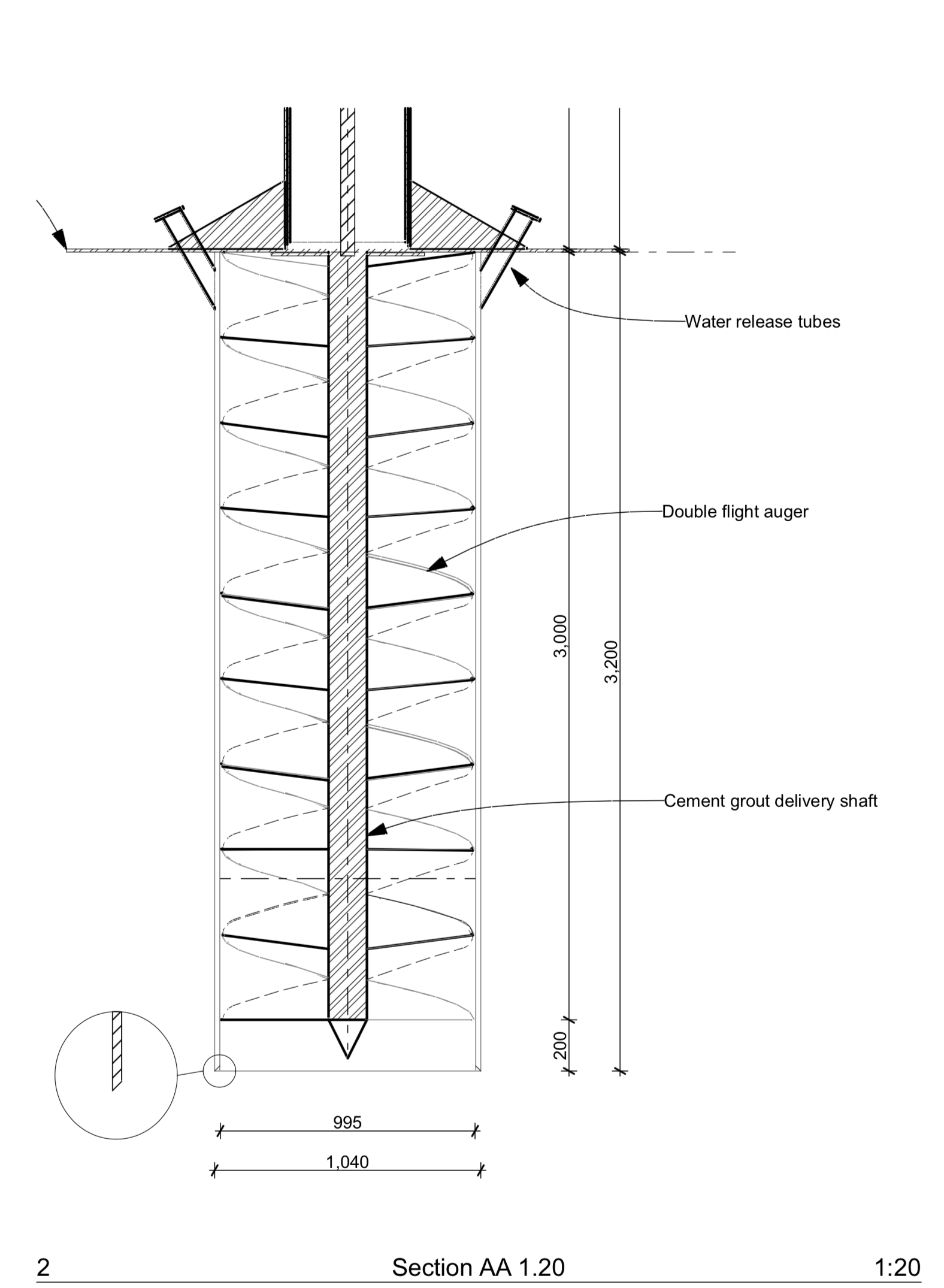
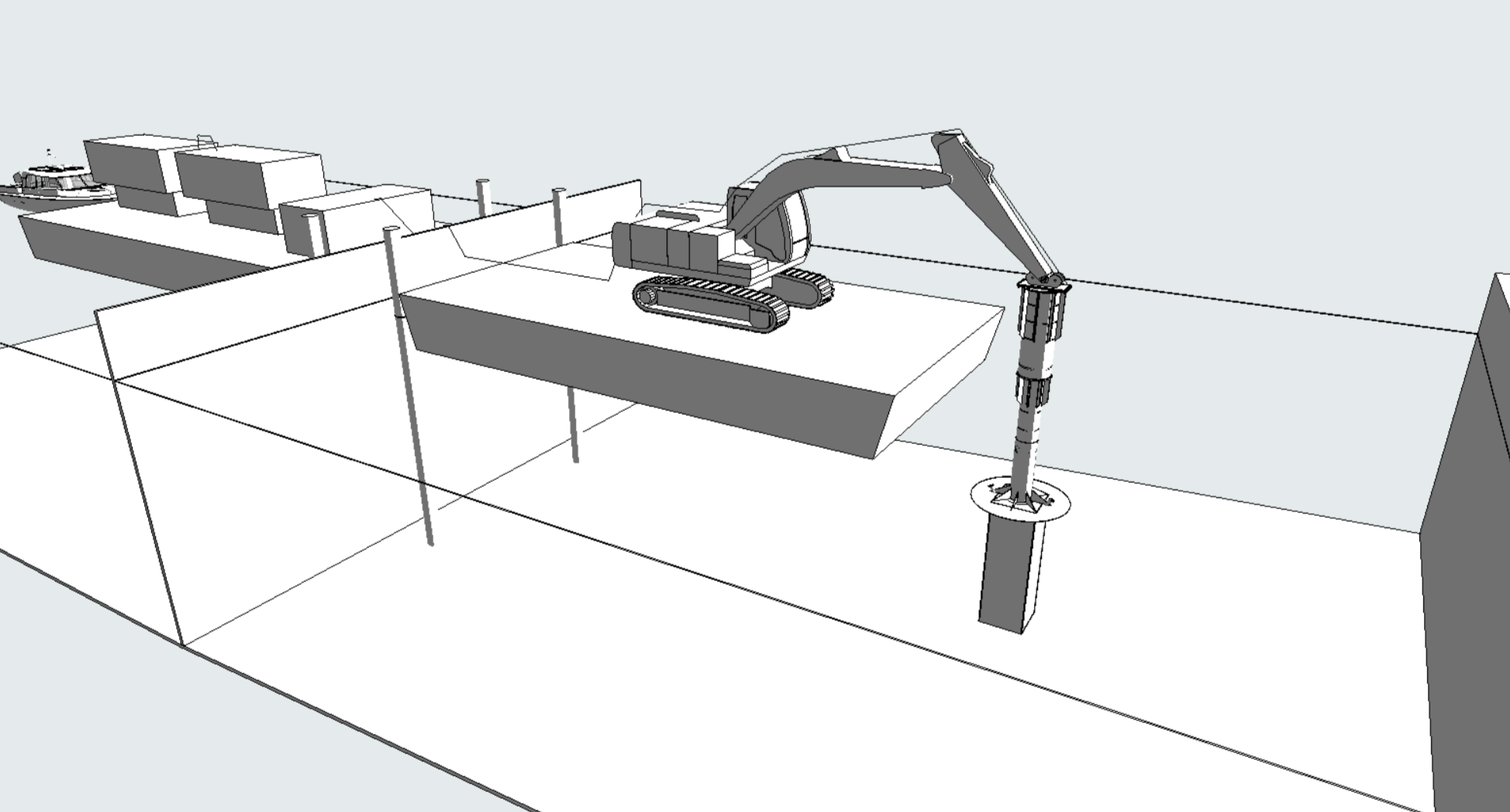
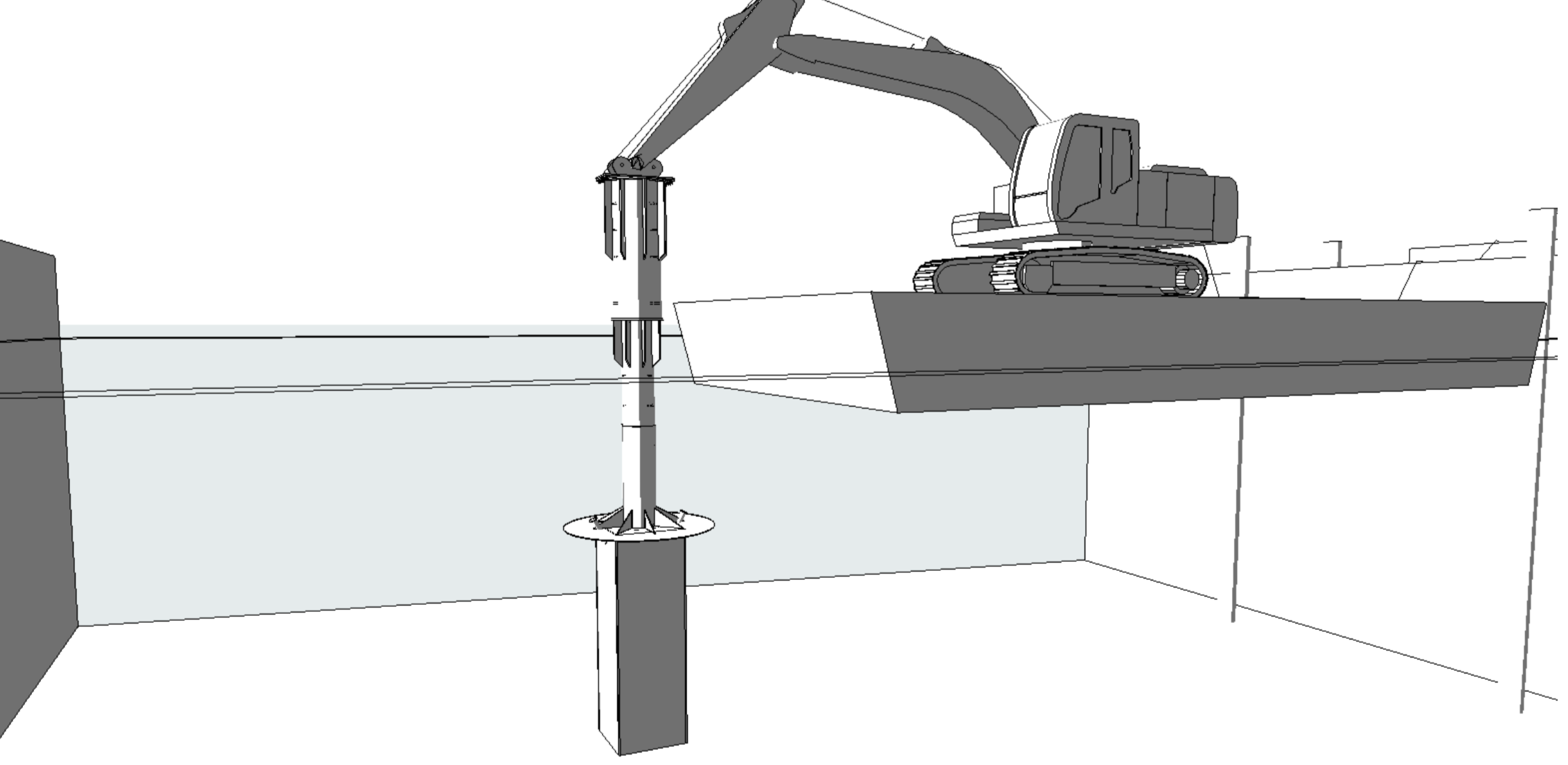
This square mixing tube is then withdrawn slowly from the seabed sediment, while maintaining cement grout delivery and mixing simultaneously until reaching the seabed surface. Delivery of the cement grout will exit from the bottom of the Double Flight Mixing Auger, just as it does with a CFA auger (continuous flight auger). This will allow mixing and stabilisation right to the very top of the seabed as the steel tube is keeping the seawater out from the mixing zone. If required, you can then cap off the top with grout before fully removing the steel tube from the seabed.
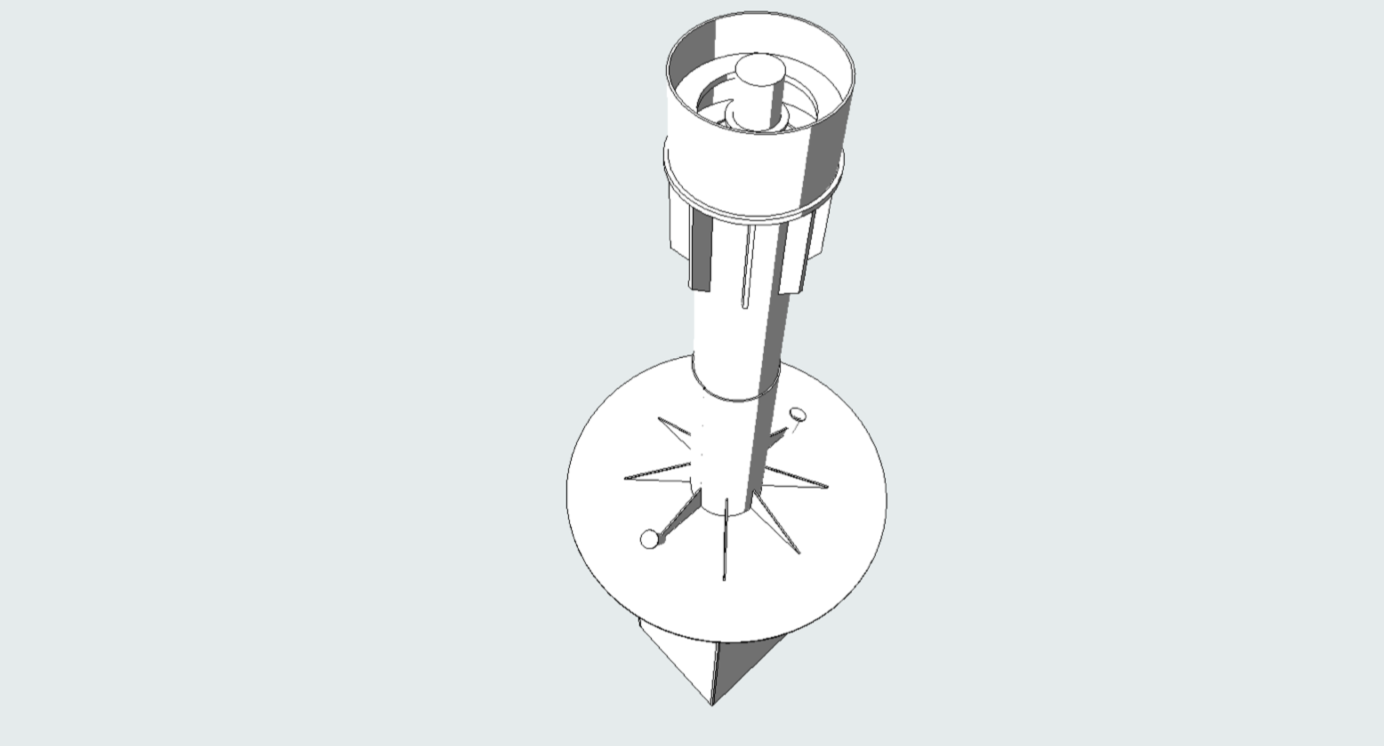
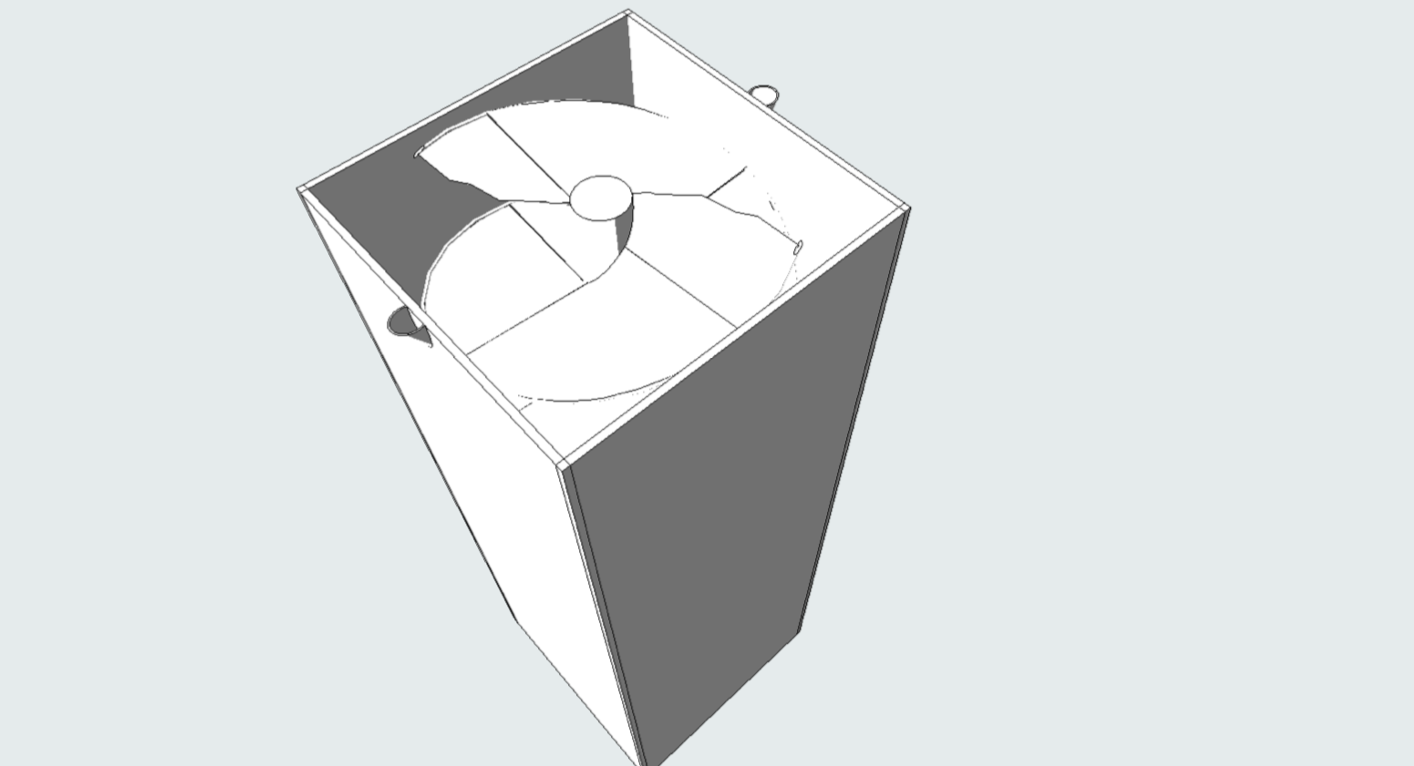
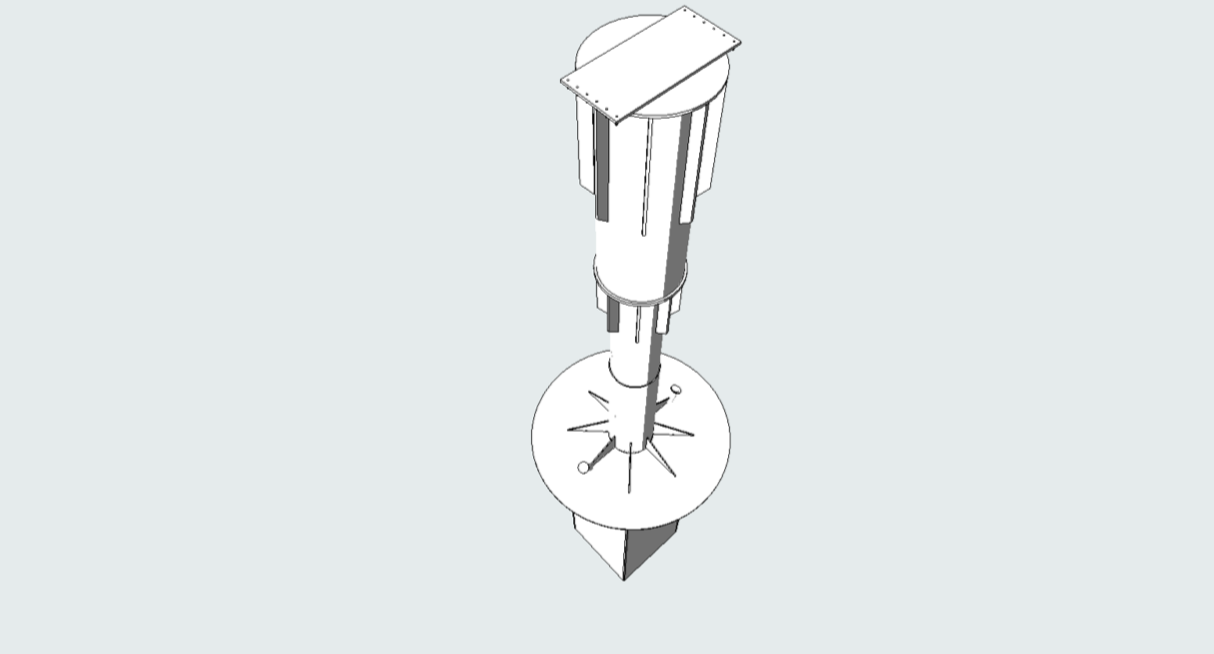
Our unique design has a top shield that allows the excavator driver to place/press down onto/into the seabed letting him/her know that the tube is at full depth into the contaminated, soft seabed sediment. The water release tube allows the water to naturally hydraulic from inside the mixing tube as it penetrates deeper into the seabed sediment. This allows the water to exit to the surface into the “Sediment/Toxic Fume Filter Unit”. Compressed air is then released into the mixing tube to push the balance of water and fumes up the water release tube to the “Sediment/Toxic Fume Filter Unit” for processing.
Mixer Specifications Guide
- 100% sealed mixer, designed for submerging underwater.
Steel mixing tube – size – 3.3m long x 1.0m x 1.0m square (Custom Designed)
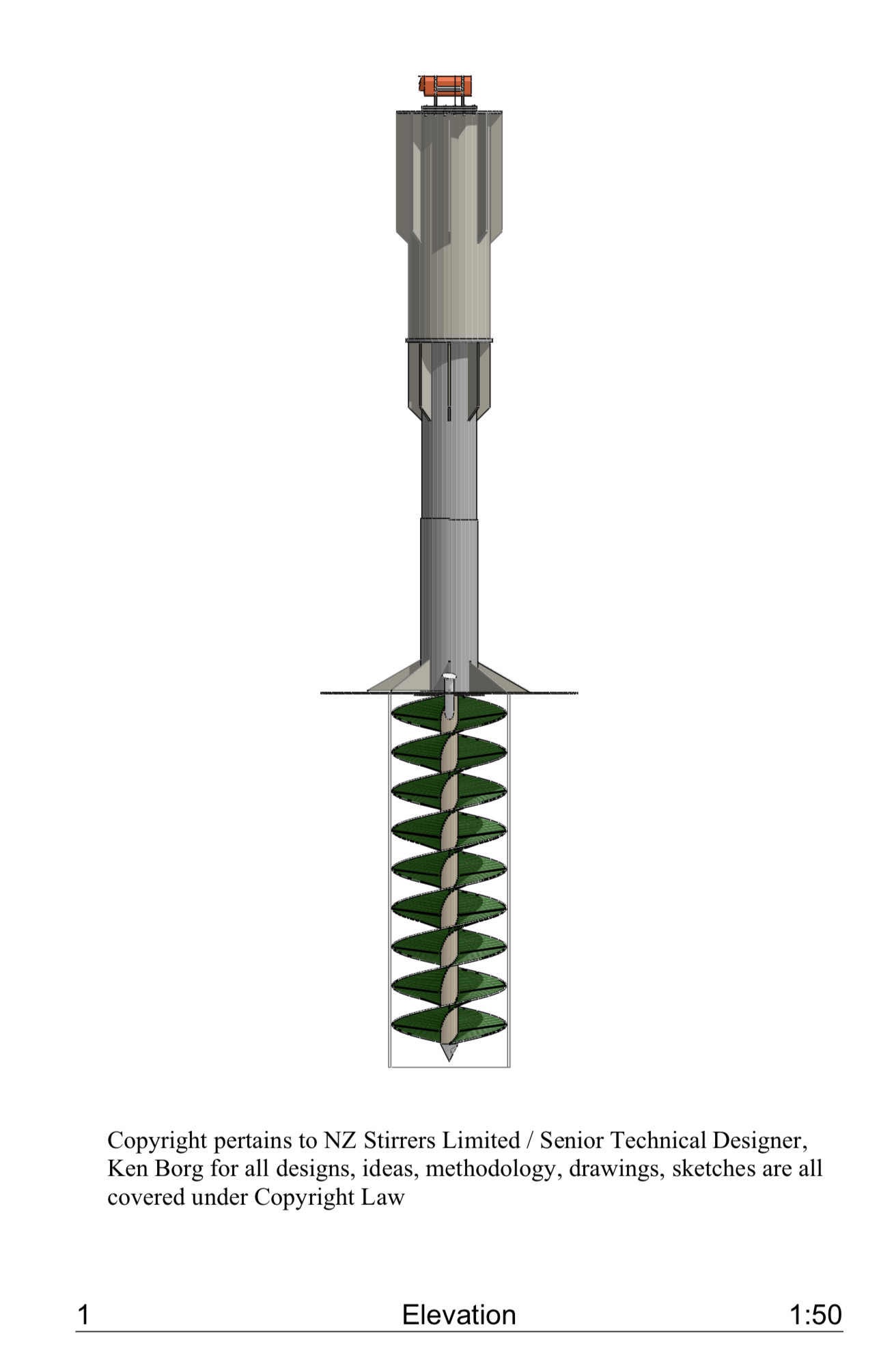
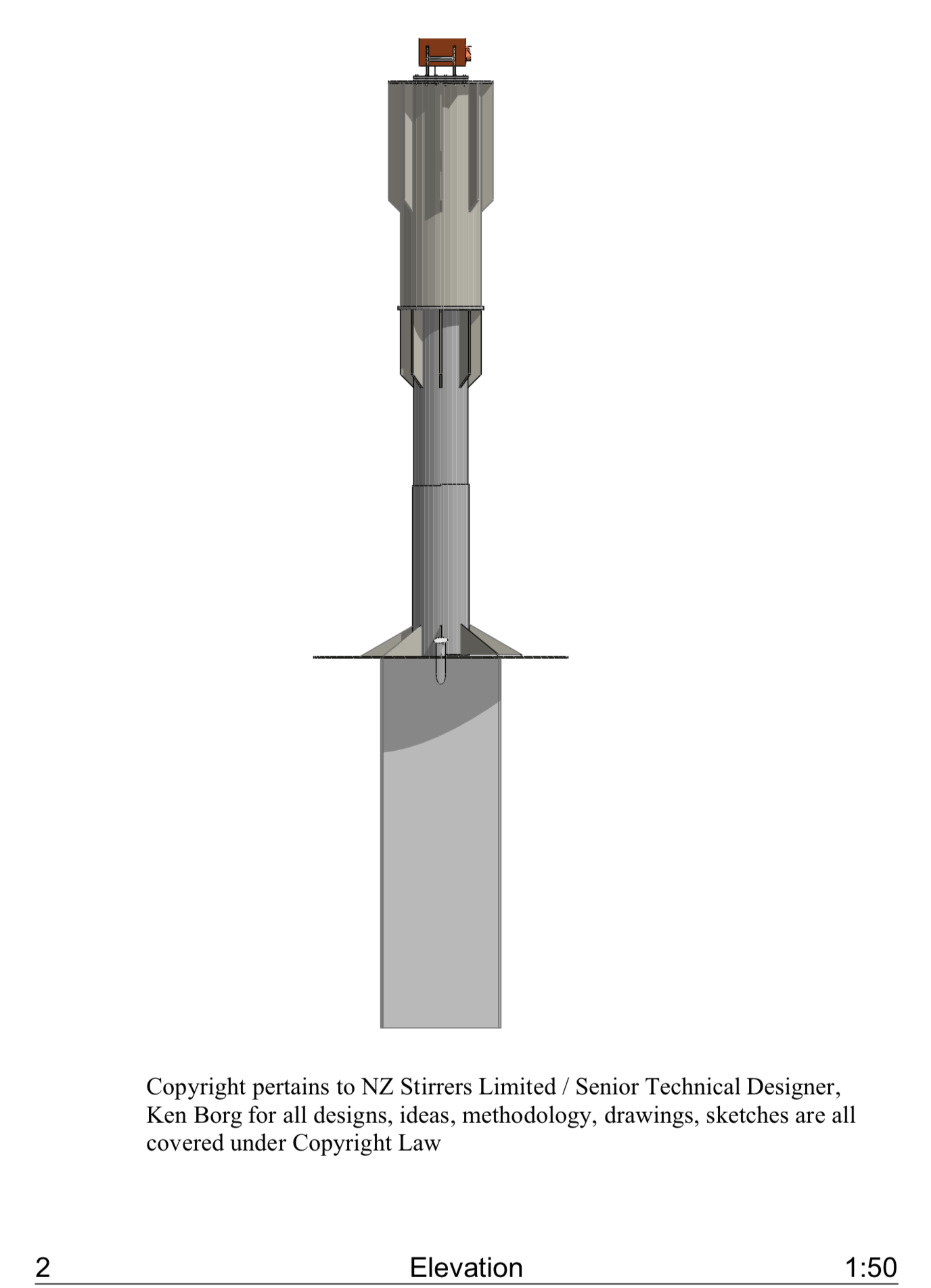
The overall total length of the mixer will be 6.5m long* which includes the mixing tube (3.3m) plus the extension (drive shaft, bearings, and hydraulic motor) but does not include the hitch in the overall length. - Custom Designed Double flight auger with discharge port at the bottom (same as a CFA auger) is used with Liquid Cement Grout or similar only. Not for Dry Binder use.
- Drive motor – Torque starting from – 90Knm of Nominal Rated Torque.
- Hydraulic hosing to hitch area only with screw fittings.
- Compressed Air inlet/outlet to allow cooling to the Hydraulic Motor chamber.
- Compressed Air inlet to evacuate leftover sediment water and toxic fumes within the water release tube to the surface
- “Sediment/Toxic Fume Filter Unit” Liquid Grout delivery hose to hitch area only.
- Sandblasted and painted.
- 1 x water release tube design to allow for easy connection to the separate Barge mounted “Sediment/Toxic Fume Filter Unit” to capture the disturbed sediment from within the mixing tube plus the encapsulated toxic fumes concealed within the contaminated sediment.
- Fixed Rotating Hitch for Longreach Excavator or similar (client to supply hitch dimensions). Recommended Excavator Size 40-ton upwards.
- The complete setup comes on a 20 foot, “Open Top Shipping Container” with a custom cradle holding the mixer safely in place, laying down. This also allows for easy and safe connecting to the excavator. This allows for easy transporting of the equipment by truck, train, or ship to any project location whether nationally or internationally.
Sediment/Toxic Fume Filter Unit
Sediment Mixing could release unwanted smells or toxic fumes impregnated in the mud/seabed material. By hydraulicing this material to the surface to a separate sealed tank, where the disturbed sediment can be filtered off returning clean water back to the harbour and the contaminated sediment can be captured and treated separately. This would give you 0% disturbance of contaminated seabed sediment.
The pungent smell and toxic fumes from tar and hydrocarbon odours etc… will be filtered through several carbon filters to remove the unwanted fumes that are or could be present at the time of mixing. This would greatly improve the health and safety for staff working on or near the mixing equipment as well as the residents and pedestrians.
NZ Stirrers Limited prides itself in innovative thinking. We have had amazing responses to this design. We literally think outside of the box to come up with the right design for your project. Every mixer is meticulously custom designed.